



铸铁平台平板铲刮工艺方法及流程
时间:2020-08-18 作者:京卓工量具 文章来源:本站 点击:114次
铸铁平台平板铲刮工艺方法及流程
铸铁平台板刮削工艺及流程图
铸铁平台板刮削技术及流程图
1.检查三块铸铁板的表面,以确定是否有任何缺陷。斜面以去除毛刺和3号铸铁板。
优良,粗刮三块铸铁板,去除刀痕和锈斑,检查三块铸铁板的初始平面度误差。
3.根据原铸铁板的刮削步骤,对三块铸铁板进行粗刮,以满足粗刮精度的要求。
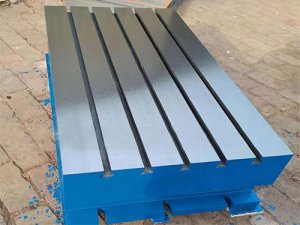
当铸铁板的粗糙刮削表面粗糙、加工痕迹深或表面腐蚀严重、工作面不均匀或变形、刮边大于0.005mm时,应首先进行粗磨。该粗刮刀的特点是使用手动长刮刀,多的笔画(10毫米~15毫米),宽刀痕(10毫米),笔直刮痕和不重复。刮刀后可涂覆稀氧化铁红,用平尺研究点,并可根据所示的高点进行刮削。当工件的表面研究点为每25×25点4×6点,且有良好的刮削裕度时,即可开始良好的刮削。

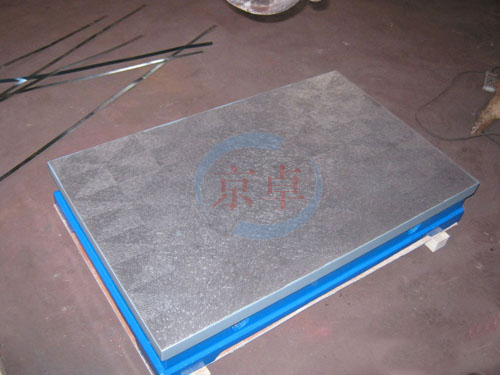
检验平板细刮就是将粗刮后的高点刮去,其特点是采用短刮法(刀痕宽约6mm,长5mm~10mm),研点分散快。细刮时要朝着确定方向刮,刮完一遍,刮优良遍时要成45度或60度方向交叉刮出网纹。当平均研点每25㎡×25㎡上为10~14点时,即可结束细刮。 在细刮的基础上进行精刮,采用小刮刀或带圆弧的精刮刀,刀痕宽约4mm,平均研点每25㎡×25㎡上应为20~25点,通常用于检验工具、细致导轨和紧密工具接触面的刮削。
检验平板刮花通常叫做盖面,刮花的作用一是美观,二是有积存润滑油的功能。一般常见的花纹有:斜花纹、燕形花纹和鱼鳞花纹等。另外,还可通过观察原花纹的完整和消失的情况来判断平面工作后的磨损程度。
铸铁平台平板铲刮工艺方法及流程
铸铁平台平板铲刮工艺方法及流程
上一篇:京卓详解大理石方箱用途及特点
下一篇:铸铁平台安装调试方法及维护保养
