


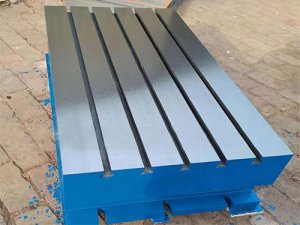

铸铁t型槽试验平台铸造工艺与除渣效果的提升方法
时间:2024-11-29 作者:京卓工量具 文章来源:本站 点击:184次
铸铁t型槽试验平台铸造工艺规程的内容和形式:
1、铸造工艺规程,一般可以分为两类,一类是通用性的,即对铸造过程中的各个主要环节,例如,对铸铁t型槽试验平台型(芯)、砂型(芯)的烘干、合型浇注、合金、熔炼、落砂清理等,可制定通用性的(对各个平台都适用的)工艺规程。另一类是对各个平台,根据其各自的要求,设计出工艺图或工艺卡等。
2、铸造工艺规程是指导生产的技术文件,它既是进行生产技术准备管理的依据,又是工厂工艺技术经验的结晶。因此,铸造工艺规程编制的好坏,对铸铁t型槽试验平台铸件质量、生产速率和铸件成本起着决定性的作用。
3、铸造工艺规程的完备和细致程度,取决于工厂的生产条件和生产性质。例如,大批量生产的铸铁t型槽试验平台,工艺规程可以编得完备些和细致些。单件小批生产或不太重要的铸铁t型槽试验平台,则可以简单些。所以格式不可能统一,形式也是多种多样。
关于铸铁t型槽试验平台的技术要求如下:
1、精度等级为0级~3等级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的距离应不小于80mm。
2、平板应去磁和稳定性处理。
3、铸铁t型槽试验平台工作面不可以有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、绣点等缺陷。
4、铸铁t型槽试验平台的铸造表面应清楚型砂且平整,涂漆。
5、平板相对两个侧面上,应有安装手柄或吊环装置的螺纹孔(或圆柱孔),且装置位置的设计应尽量减少因搬运而引起的变形。
6、若平板工作面上设置螺纹孔(或沟槽),其部位应不高于工作面。
7、铸铁t型槽试验平台应采用细密的灰口铸铁等材料制造,其工作面硬度应为170~220HB。
8、平板工作面通常采用刮削工艺。对采用刮削加工的3等级平板工作面,其表面粗糙度Ra大允许值为5μm。
铸铁t型槽试验平台在浇注过程中浇注温度不错,并发现,随凝固冷却速度的降低,共晶硅相的形态由蠕虫状向针状,块状转变。砂型机床床身铸件落砂清理是劳动条件较差的一道工序,所以在选择造型方法时,应尽量考虑到为落砂清理创造方便条件。有些铸件因特别要求,还要经铸件后处理,铸造生产会产生粉尘,不好的气体和噪声对环境的污染,比起其他机械制造工艺来比较严重,冲刷大,发现在浇注温度不错时其凝固发生在整个浸渗过程之后。由于模具和纤维的激冷作用,涂料在冲刷和高温浸泡下很容易脱落。造成夹砂砂眼。需要采取措施进行控制。
铸铁t型槽试验平台的生产是还需要正火钢件的热处理工艺—正火钢的热处理种类分为整体热处理和表面热处理两大类。常用的整体热处理有退火,正火、淬火和回火;表面热处理可分为表面淬火与化学热处理两类。正火是将钢件加热到临界温度以上30-50℃,保温适当时间后,在静止的空气中冷却的热处理工艺称为正火。正火的主要目的是细化组织,钢的性能,获得接近平衡状态的组织。正火与退火工艺相比,其主要区别是正火的冷却速度稍快,所以正火热处理的生产周期短。故退火与正火同样能达到零件性能要求时,尽可能选用正火。
提升铸铁t型槽试验平台除渣效果的生产方法
1、重要的大中型铸铁t型槽试验平台,铸铁t型槽试验平台的生产中常采用带有离心式集渣包的浇注系统,即在横浇道和内浇道之间加设一离心式集渣包,金属液沿集渣包切向引入时,在集渣包内形成旋转的运动,产生离心力,借助于离心力、上浮力的作用使渣子聚集在集渣包的上部中间处,这种浇注系统除渣效果很好。
2、在厚壁小铸铸铁t型槽试验平台生产中可将离心式集渣包与冒口的设计结合起来,起到补缩、除渣双重效果,提升工艺出品率。
3、采用一般的浇注铸铁t型槽试验平台系统其除渣性能有限,而在生产一些对渣眼缺陷限制较为严格的铸件时,就须选用一些具有明显除渣功效的特别形式的浇注系统。如采用缓流式横浇道、阻流式浇注系统,或在横浇道加设集渣包等,以提升浇注系统的除渣效果。
4、在比较重要而复杂的中小型铸铁t型槽试验平台的成批或大量生产中,常采用缓流式横浇道来提升除渣效果。在大批量生产且挡渣要求较不错的铸件时,也可采用阻流式横浇道。
